对于机械折边而言,由于各种工艺参数的差异,如被折边板料的曲面与曲边等,其尺寸精度会直接影响到车身的装配间隙,其中以边界的缩进现象最为常见,其缩进值也称为折边的折边损失(FV),如图1所示。
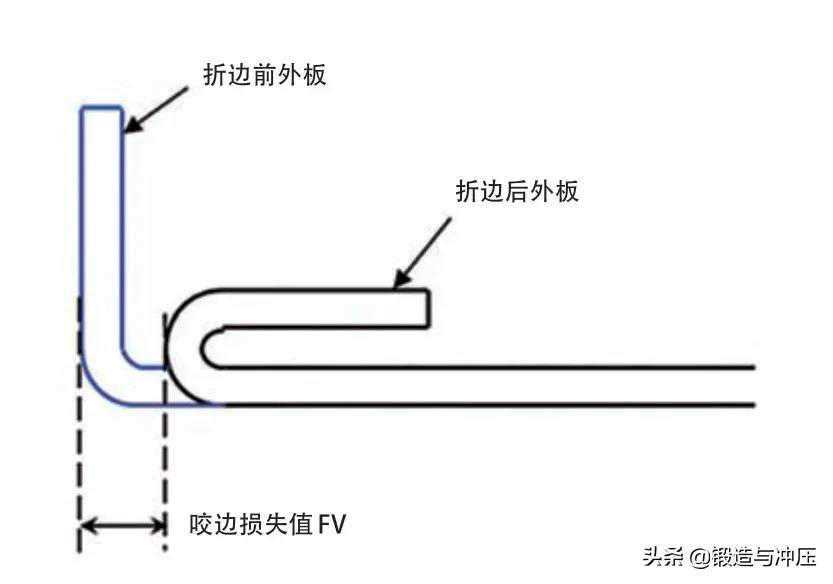
图1折边损失FV示意图
圆弧形预折边刀目前的模具折边大多是采用平面形预折刀,关于平面形预折刀对尺寸精度的影响已经具有较为成熟的研究基础。在实际的成形与技术开发过程中,折边设备供应商在少部分的折边设备上开始采用圆弧形预折刀,即工作面不再是平面,而是具备一定曲率的曲面,模型图如图2所示。
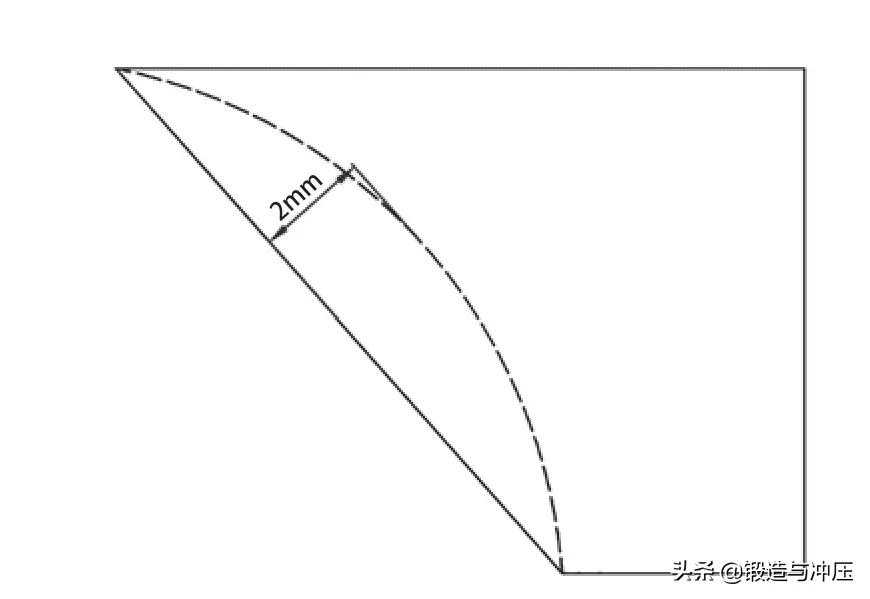
图2圆弧形预折刀示意图
问题对象描述根据门板的实际情况,折边对象分为曲面曲边、曲面直边、直面曲边、直面直边等9种,针对折边过程中出现的参数,与实际生产相对比后,确定不同参数的取值范围,探究不同参数对折边结果的影响大小。参数范围见表1。
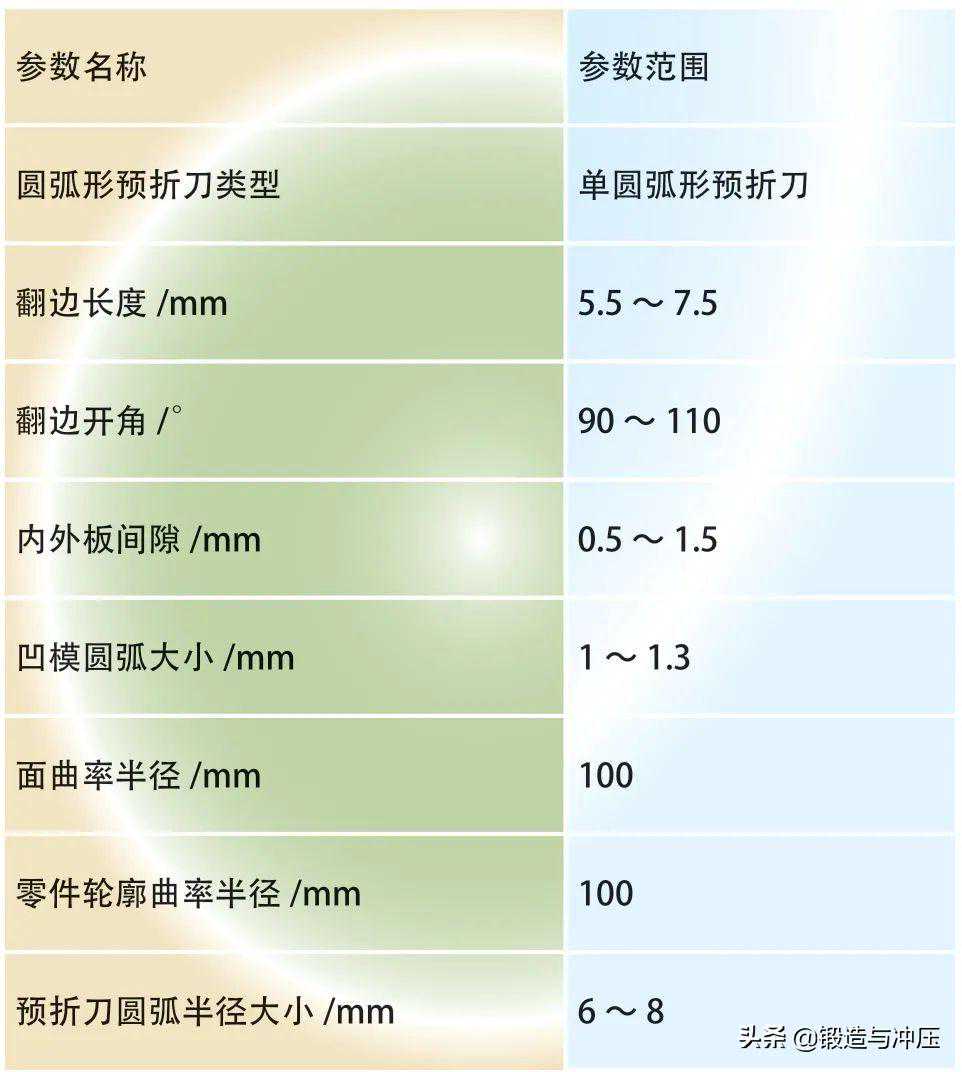
表1折边参数表
仿真试验工艺参数敏感性分析
经过调研,首先选取了4个工艺参数进行敏感性分析:翻边尺寸H、内外板间隙G、外板圆角半径R、翻边开角θ,判断它们对折边损失的影响范围大小。本文采用了均匀试验设计表,通过极差法进行判断。
采用均匀设计,试验设计中,4个参数的选取范围见表2。
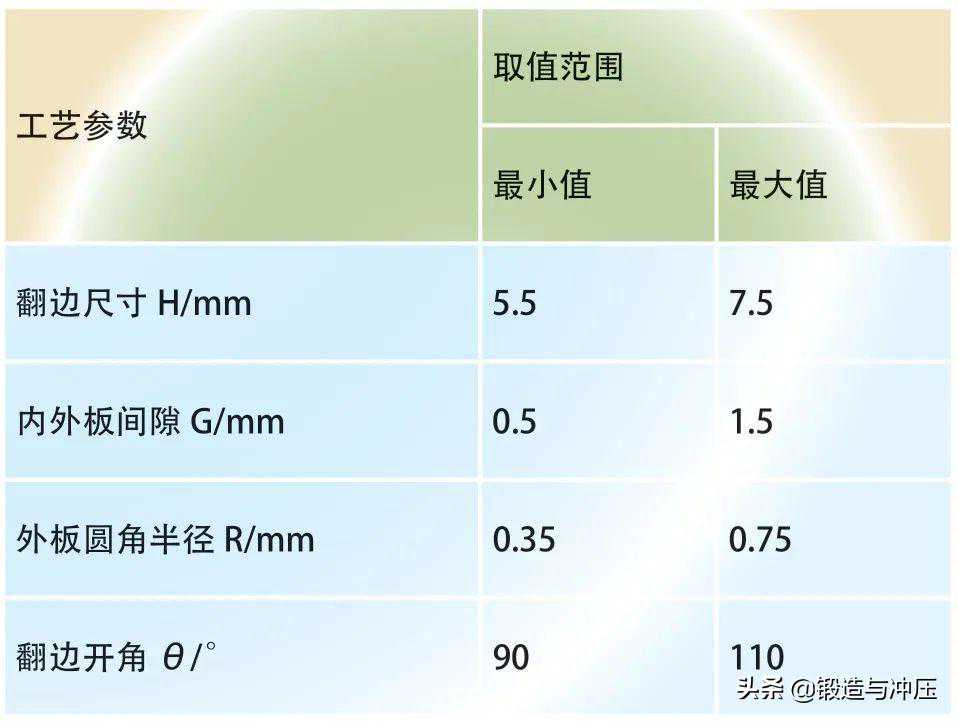
表2工艺参数选取范围
采用4因素5水平的均匀试验设计表,使用Autoform进行仿真,在保证其余条件不变的情况下,选取折边类型为凹面直边,使用同一把圆弧形预折刀进行折边,读取折边损失值FV。
可以看出,首先是翻边开角对折边损失的影响最大,其次是外板圆角半径,再次是内外板间隙,对折边损失值影响最小的是翻边尺寸。这4个工艺参数的改变与折边损失的关系如图3所示。
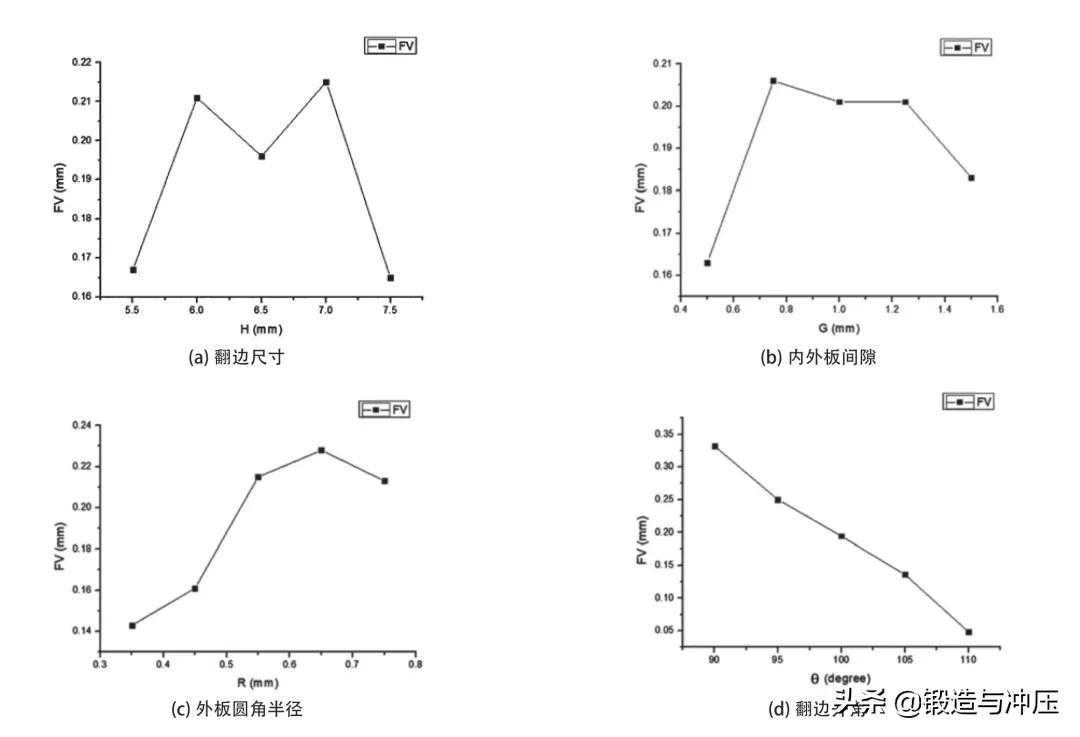
图3工艺参数影响趋势
从图中可以看出:
⑴翻边尺寸对折边损失值影响不显著,折边损失值始终围绕0.19mm左右浮动;
⑵随着内外板间隙增大,折边损失值呈先增大后减小的趋势,并且减小的趋势较为缓慢;
⑶随着外板圆角半径增大,折边损失值呈先增大后减小的趋势,但增大的趋势较为明显,在0.55~0.75mm之间会达到最大值;
⑷随着翻边开角增大,折边损失值逐步减小。
需要注意的是,本次敏感性分析所针对的类型为凹面直边,对于其余种类的折边类型,敏感性分析的结果可能会发生变化,其各个参数的影响规律也可能随之变化。
响应面结果
对试验数据进行处理,在使用DesignExpert软件进行响应面分析时,得到的分析结果是对折边损失有显著性影响的一次项参数为:零件轮廓曲率半径、圆弧形预折刀圆弧半径、翻边开角,二次项交叉项参数为:零件轮廓曲率半径×翻边开角、圆弧形预折刀圆弧半径×翻边开角。
首先对一次项参数进行分析,在固定其余4个参数不变的情况下,以各个参数的取值范围选为横坐标、折边损失值选为纵坐标,画出折边损失与各个参数之间的变化关系,如图4所示。
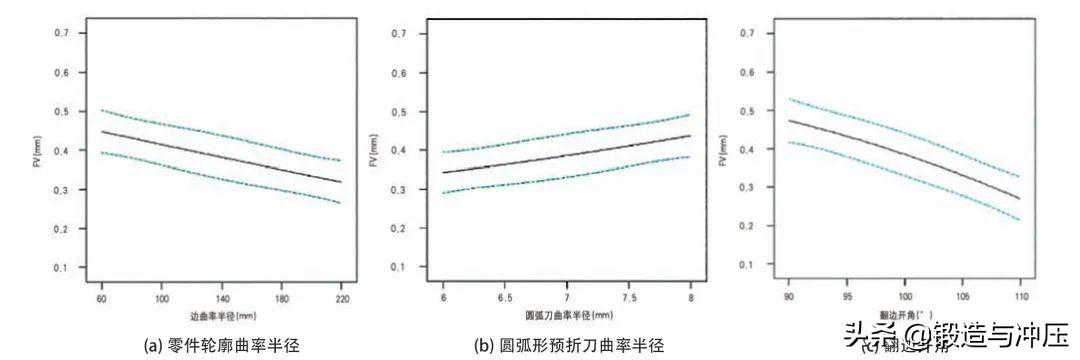
图4一次显著性参数与折边损失关系
由图4可以看出:
⑴随着零件轮廓曲率半径增大,折边损失呈减小的趋势;
⑵随着圆弧形预折刀圆弧曲率半径增大,折边损失呈增大的趋势;
⑶随着翻边开角增大,折边损失呈减小的趋势,与敏感性分析结果相同。
在响应面云图中作出折边损失值关于翻边开角、圆弧形预折刀曲率半径、零件轮廓曲率半径的云图,结果如图5所示。
由图5可以看出:
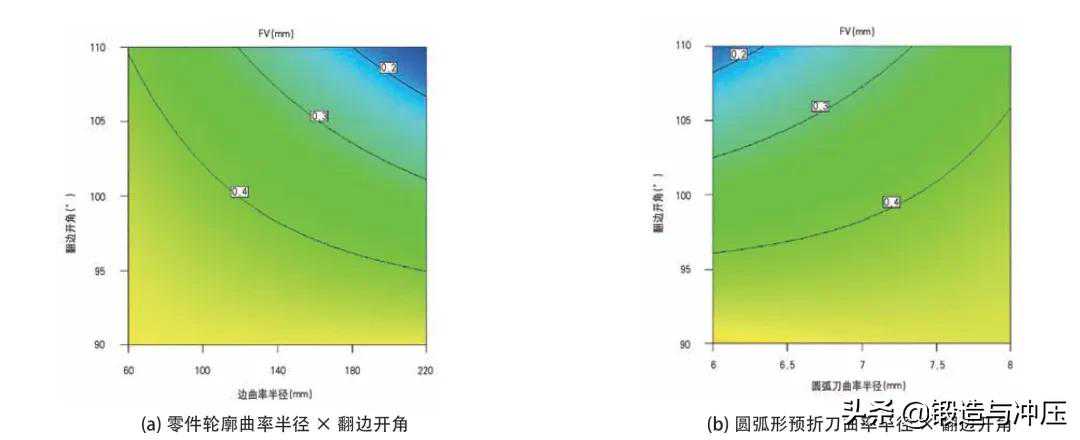
图5二次显著性参数与折边损失关系
⑴在翻边开角不变的情况下,折边损失值随着零件轮廓曲率半径增大而减小,随着圆弧形预折刀曲率半径增大而增大;
⑵在零件轮廓曲率半径不变的情况下,折边损失值随着翻边开角增大而减小;
⑶在圆弧形预折刀曲率半径不变的情况下,折边损失值随着翻边开角增大而减小。
上述结论与之前一次显著性参数的影响趋势相同,但在二次显著性参数的云图中,面对不同的参数值选择,可以更加准确、便捷的得到折边损失大小。
折边损失机理分析圆弧形预折刀与平面刀差异对比
通过使用Autoform软件,读取圆弧形预折刀与平面刀折边过程中,预折边过程完成后的折边损失值和终折后折边损失值。如图6、图7所示,可以看出在预折边过程完成后,即翻边面位于同一角度时,使用圆弧形预折刀的折边损失值为0.15mm,外板法兰的高度为6.2mm。使用平面刀的折边损失值为0.32mm,外板法兰的高度为5.9mm。而在终折边过程完成后,使用圆弧形预折刀的折边损失值为0.33mm,外板法兰的高度为2.41mm,使用平面刀的折边损失值为0.39mm,外板法兰的高度为2.39mm。
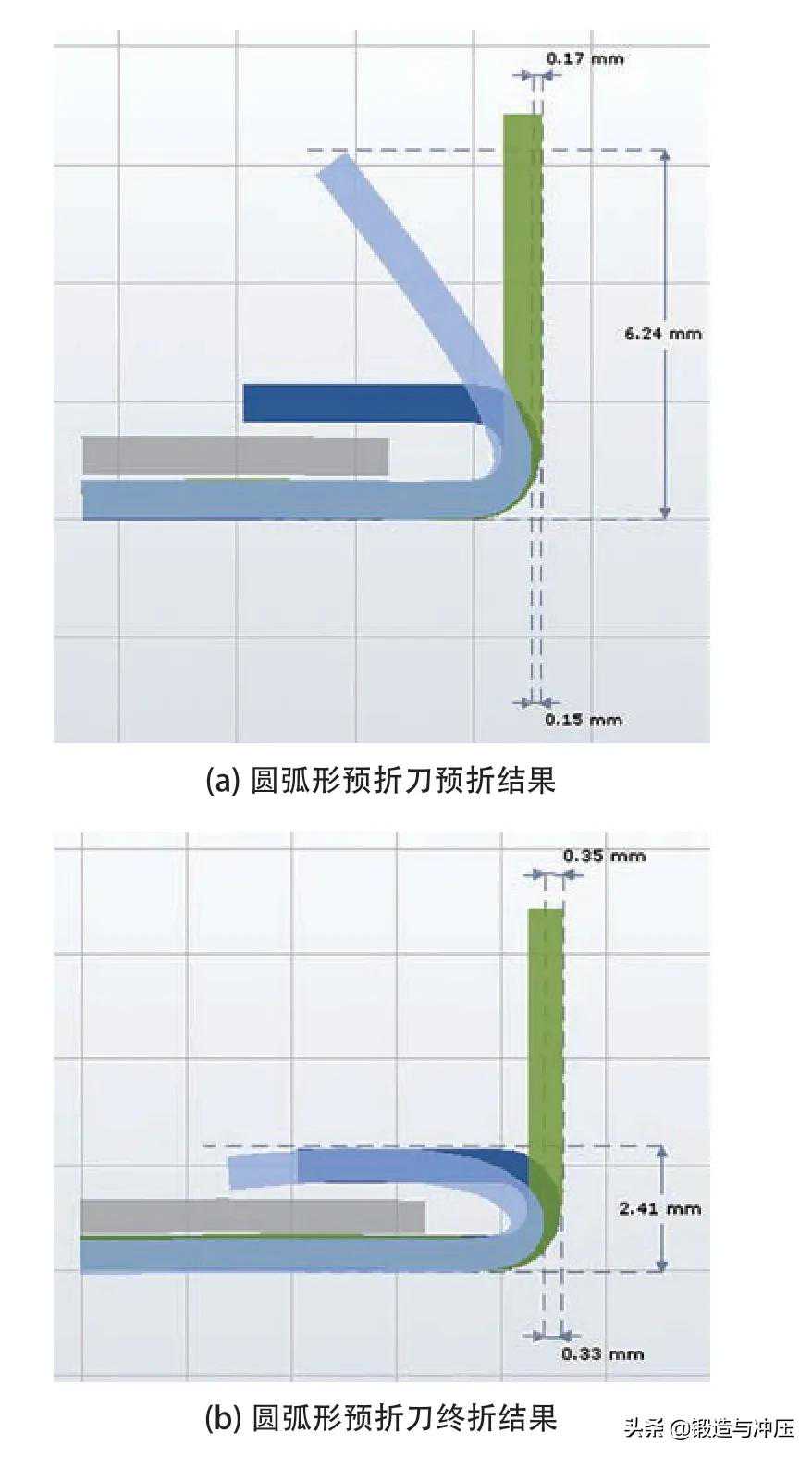
图6圆弧形预折刀折边过程
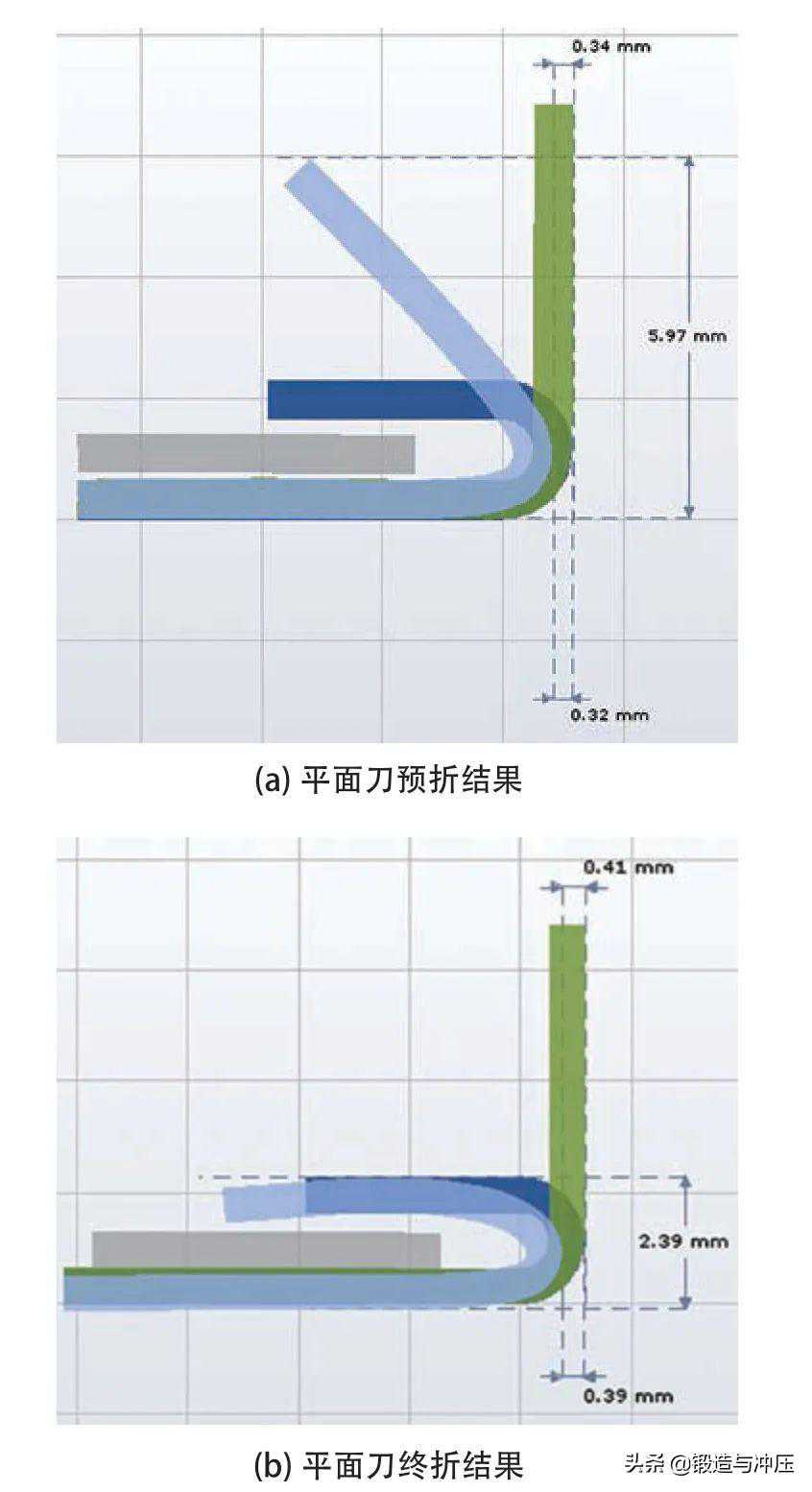
图7平面刀折边过程
与平面形预折刀相比,圆弧形预折刀能够减小折边损失的原因是,在使用圆弧形预折刀时,外板板料始终与圆弧形的工作面点接触,并随着预折的进行接触点会沿着圆弧形工作面不断向上运动。由于板料受预折刀工作面作用力的方向是始终垂直于预折刀工作面的,由接触点指向圆心,因此在采用圆弧形预折刀时,板料所受作用力的方向是一直平行于接触点的圆弧法向的,随着预折刀工作面上接触点的变动,导致外板板料作用力的方向是一直变动的,该作用力变动的方向有利于减缓外板翻边面向内靠近的趋势,最终有利于折边损失值的减小。
圆弧形预折刀半径对折边损失的影响分析
在响应面方程分析中,可以得到折边损失值随圆弧形预折刀圆弧曲率半径增大而减小,对于这一改变趋势进行原因探究。改变圆弧形预折刀圆弧曲率半径为6mm、6.5mm、7mm、7.5mm、8mm,在UG中画出对应圆弧形预折刀形状如图8所示。
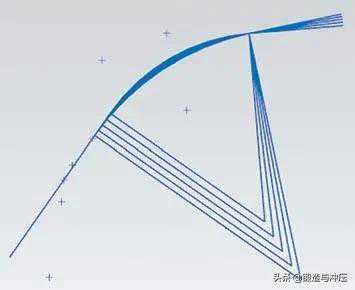
图8圆弧形预折刀圆弧半径差别
可以看出,当固定圆弧形预折刀起点与终点位置时,随着圆弧半径增大,圆弧段所对应圆心从内向外移动。而在上一小结圆弧形预折刀预折过程受力分析中,外板翻边面所受力始终由接触点,即翻边面最上端,指向圆弧段圆心。因此,当预折边过程中力的大小一定时,随着圆弧半径增大时,外板所受力的水平方向分力会增大,这个方向上的分力增大,会增大外板翻边面向内靠近的趋势,最终导致折边损失值的增加。
为了验证上述分析的准确性,本文在所取工艺参数取值下,使用五把圆弧形预折刀进行折边仿真,测量预折边过程结束后以及终折边过程结束后的折边损失值见表3。
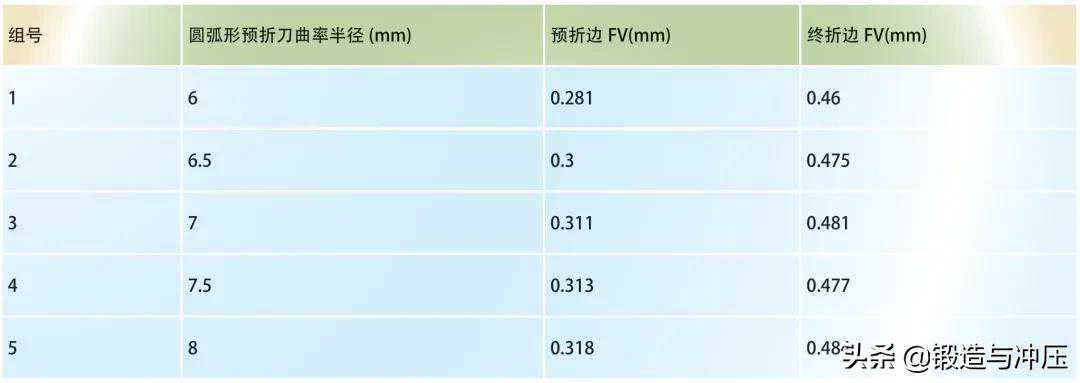
表3预折边、终折边的折边损失大小
可以看出,当圆弧形预折刀圆弧半径增大时,预折边过程结束后的折边损失也随之增大。而终折边过程增加的折边损失值几乎相同。因此,可以推断,圆弧形预折刀圆弧曲率半径影响折边损失值发生在预折边阶段,以改变外板翻边面所受力的方向而影响最终折边损失值的大小。
结论本文以圆弧形预折刀为研究对象,通过Autoform软件重点分析了可能影响折边损失的因素,并得到以下结论:
⑴外板圆角半径、翻边开角、零件轮廓圆弧半径、圆弧形预折刀的圆弧半径对于折边损失具有显著影响;
⑵当圆弧形预折刀圆弧半径增大时,零件的折边损失增大;
⑶当零件轮廓曲率半径增大时,零件的折边损失增大;
⑷当翻边开角增大时,零件的折边损失增大;
⑸圆弧形预折刀工作时,随着预折刀工作面上接触点的变动,导致外板板料所受作用力的方向是一直变动的,该作用力变动的方向有利于减缓外板翻边面向内靠近的趋势,最终有利于折边损失值的减小。
免责声明:本文章如果文章侵权,请联系我们处理,本站仅提供信息存储空间服务如因作品内容、版权和其他问题请于本站联系