四部分正极制片
1、正极涂布干燥完,需要在工艺时间内进行对辊。对辊即对极片进行压实,目前有热压和冷压两种工艺。热压压实相对冷压高,反弹率较低;但冷压工艺相对简单易操作控制。对辊主要设备到如下工艺值,压实密度、反弹率、延伸率。同时要注意极片表面无脆片、硬块、掉料、波浪边等现象且间隙处不允许断裂。此时车间环境温度:≤23℃,湿度:≤25%。
压实:单位体积敷料的质量,目前常规物料的真密度数据
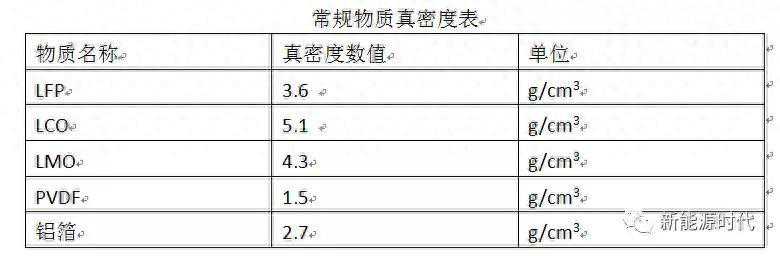
常用压实表
反弹率:一般反弹2-3um
延伸率:正极极片一般在≈1.002
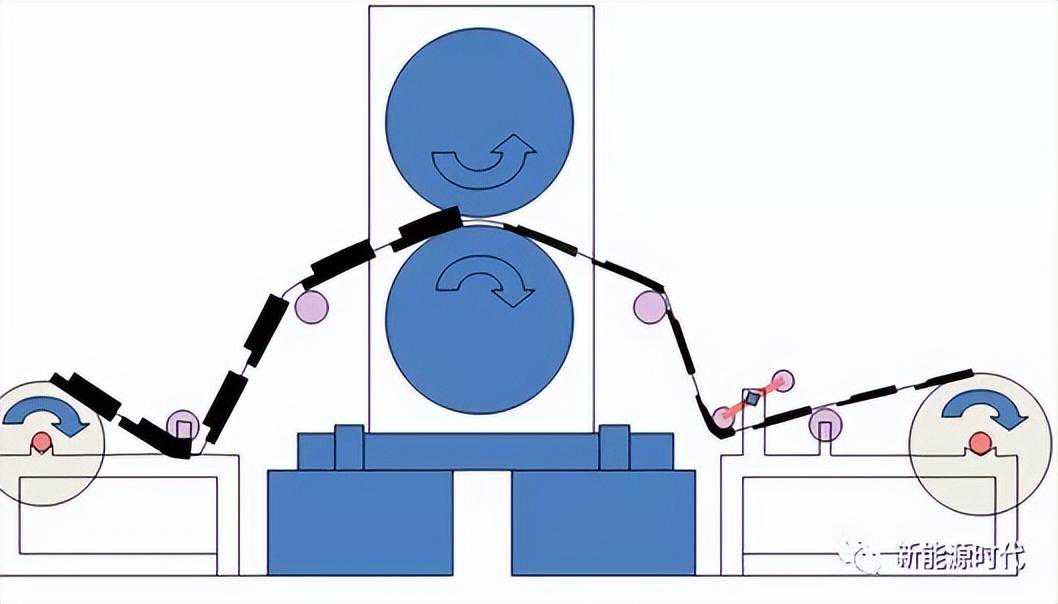
极片对辊示意图
2、正极对辊完接下来就是分条,即将整片极片分裁剪宽度一样的小条(对应电池高度),分条要注意极片的毛刺,需要全检极片的X和Y向的毛刺(借助二次元设备),纵向毛刺长度工艺Y≤1/2H隔膜厚度。车间环境温度≤23℃露点≤-30℃
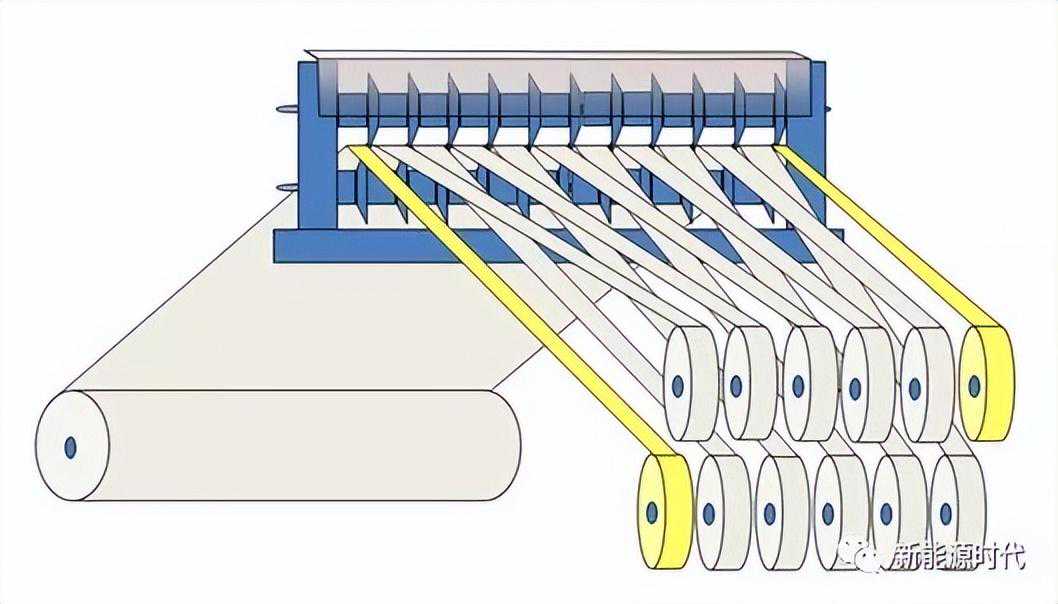
分切示意图
五部分负极制片
1、负极制片与正极同样操作,但工艺设计不同,车间环境温度:≤23℃,湿度:≤25%。常见负极物质的真密度

常用负极压实表
反弹率:一般在4-8um
延伸率:一般在≈1.0012
2、负极分条与正极分条工艺类似,X和Y向毛刺都需要控制。车间环境温度≤23℃露点≤-30℃
免责声明:本文章如果文章侵权,请联系我们处理,本站仅提供信息存储空间服务如因作品内容、版权和其他问题请于本站联系