导读:过程无时无刻不在发生变化,这种变化显性体现在产品或服务的质量变化上,质量管理的核心目的之一是就是要分析、鉴别产品和过程波动的原因,将其控制在稳定水平上,从而保证过程输出的稳定性。控制图作为过程分析的工具,一直备受质量管理人员所钟爱,但由于其中涉及一些统计分析,给部分人造成了困扰,导致在使用的过程中“依葫芦画瓢”,不知其所言,在此将相关的经验分享一下:
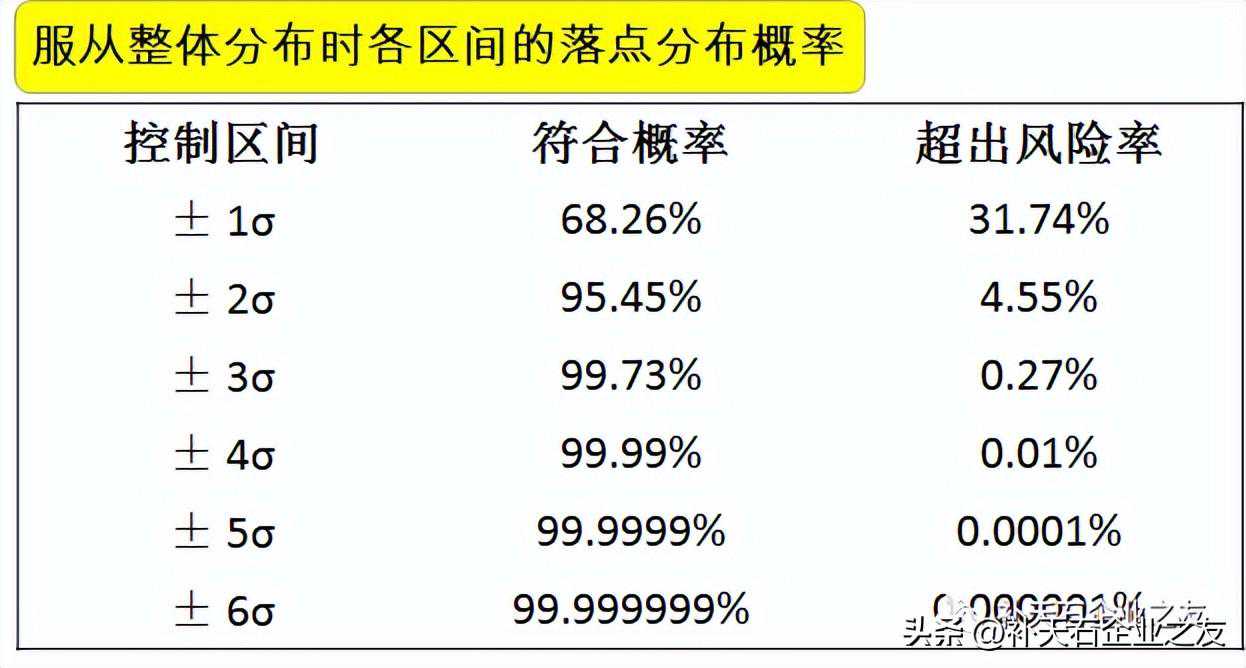
引申:1924年,休哈特博士在研究产品质量特性的次数分配时发现:正常的工程所生产出来的产品的质量特性,其分布大都成常态,会超出±3σ(3个标准差的)的产品只有0.27%(在范围内的概率为99.73%)。依据此原理,提出了的不合格品率p控制图。1939年,休哈特与戴明合写了《品质观点的统计方法》专著,自此以后,控制图就一直成为科学管理的一个重要工具。基于此控制图又可称为休哈特图!
控制图是从统计的方式,来识别和处理过程的变异因素(可识别的和可控制的),并对其采取改善和控制行为,实现过程质量处于稳定水平上的一种方法。
它是一种有控制界限的图,用来区分引起的原因是偶然突发的还是系统的,可以提供系统原因存在的信息,从而判断生产过程的受控状态!备注:在有些资料中,也将影响过程波动的原因分为:特殊原因(偶然突发的)和普通原因(系统原因)。

系统原因是造成数据之间差异、但数据总体分布随时间推移具有重复性和稳定性的许多变异原因的总和。它具有:存在于任何过程;不能利用现有技术进行控制;对过程的影响轻微且不确定。
偶然突发原因:造成过程数据之间差异,且数据分布随时间推移会发生变化的原因。它具有:有时出现,有时消失;不一定是每个过程同时存在;其对过程的影响很大;可利用现有技术对其进行控制。
如:
系统原因:机械加工过程中正常的加工精度波动;
偶发原因:刀具异常
一、过程的四种状态:依据过程受控情况和满足要求状态,将过程分为四类
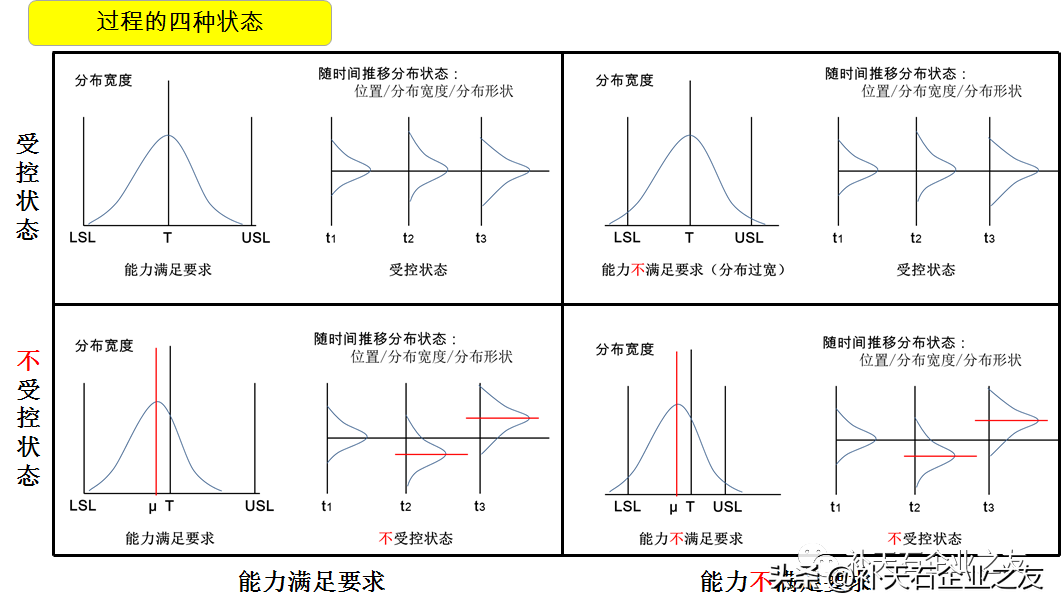
1类:受控状态,且能力满足要求;
2类:受控状态,但能力不满足要求;因系统原因导致过程变异过大,因此需要采取系统改善措施来降低系统原因引起的变异;
3类:不受控状态,但能力满足要求;因过程偶发原因导致过程不受控,必须采取措施识别引起过程变异的偶发原因,并消除它。
4类:不受控状态,且能力也不满足要求;既存在偶发原因,也可能存在较多的系统原因影响,所以首先区分偶发原因和系统原因,消除偶发原因,使过程向2类转变。
二、控制图按其用途可分为两类:
A类:是供分析用的控制图,用来控制生产过程中有关质量特性值的变化情况,看工序是否处於稳定受控状;
B类:是主要用於发现生产过程是否出现了异常情况,以预防产生不合格品。
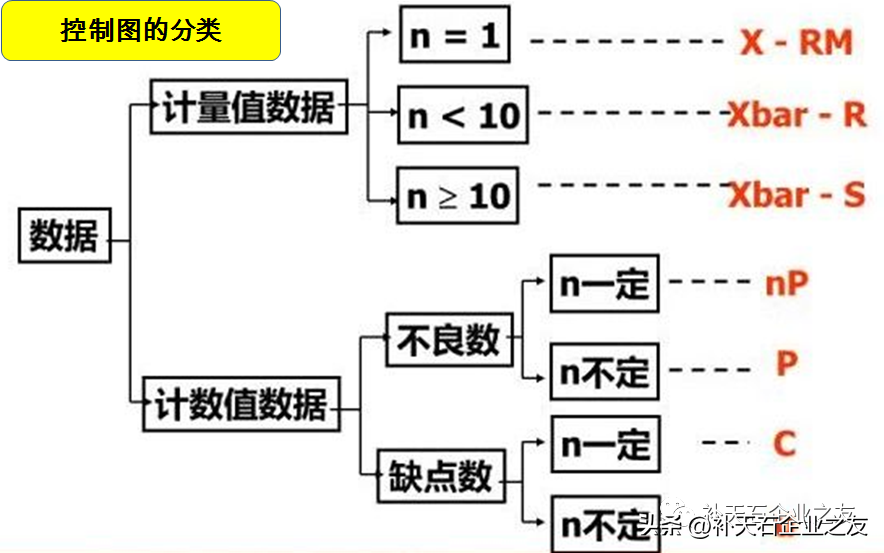
控制图按照控制对象数据类型可以分为:计量型控制图和计数型控制
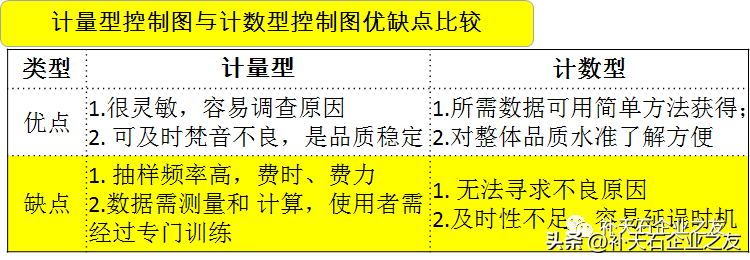
补充说明:计量型数据是指可以用数字来计量的特性类型,如温度、长短、大小、重量、硬度、强度等;计数型数据是指无法用数字来计量的特性类型,如:对与错、好与不好、符合与不符合、是与否等,这个类型只能通过统计相关结果的次数来进行评价。
---计量型数据控制图:
1.均值极差图:

2.均值标准差图:

3.中位数极差图:

4.单值移动极差图:

---计数型数据控制图:
1.不良率控制图:P图
2.不良数控制图:Pn图
3.缺陷数控制图:C图
4.单位缺陷数控制图:U图
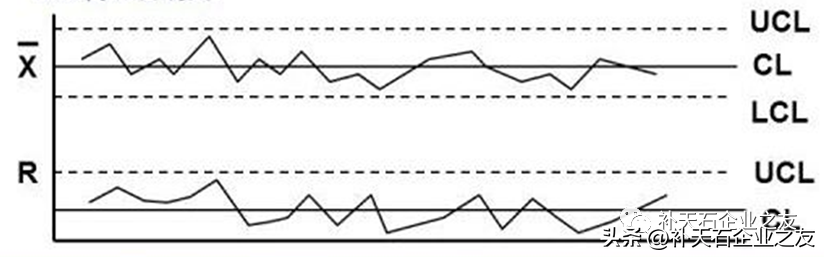
三、控制图简要说明:(以均值极差图为例)控制图的纵轴代表产品质量特性值(或由质量特性值获得的某种统计量);横轴代表按时间顺序(从左至右)抽取的各个样本号;图内有中心线(CL)、控制上限(UCL)、控制下限(LCL);如果是均值-极差图,内还有极差的控制上限、控制下限、中心线。如下图
四、控制的作用:
---1.即时监控产品的生产过程、及时发现质量隐患,以便改善生产过程,减少废品和次品的产出。
---2.有效预测:如控制图处于受控状态时,通过计算过程能力来预测产品满足要求的程度:
---3.评估改善措施的有效性;
---4.区别变异的偶发原因和系统原因;
---5.比较同一过程不同班次的质量;
---6.合理利用设备;
五、推行控制图进行过程能力分析和过程能力监测,实施步骤:
1.高层管理的承诺;
2.组织控制图推行小组:明确小组的职责是在公司范围内推行控制图的应用,组织所需资源及协调行动,安排培训,评估推行效果等;推行小组成员应包括:生产、品质、工程、设计、悟空等部门,并至少包含1名高层管理人员;
3.开展培训:包括管理成培训(了解控制图基本概念、用途、益处及推行方法);技术人员培训(掌握管理层培训的所有内容和控制图原理、选择方法和应用细节等);作业层培训(掌握控制图具体操作步骤)
4.确定需要控制的过程参数:原则选择对“关键的少数”(20%=80%)质量特性、过程参数等
5.确定测量系统并进行测量系统分析:选定控制项目后,需确定该控制对象的测量系统,确保测量系统相对稳定,从而保证过程数据具有再现性;进行测量系统分析,明确测量系统误差,确保测量数据的有效性。
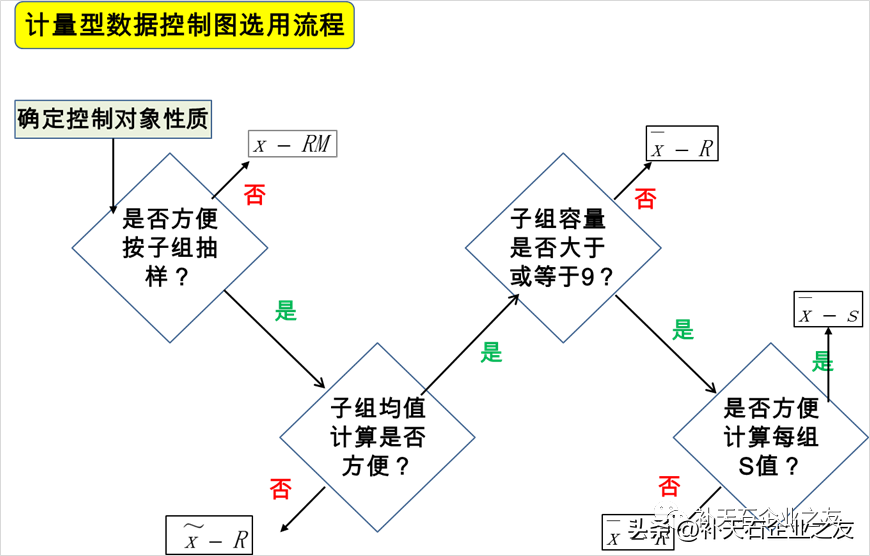
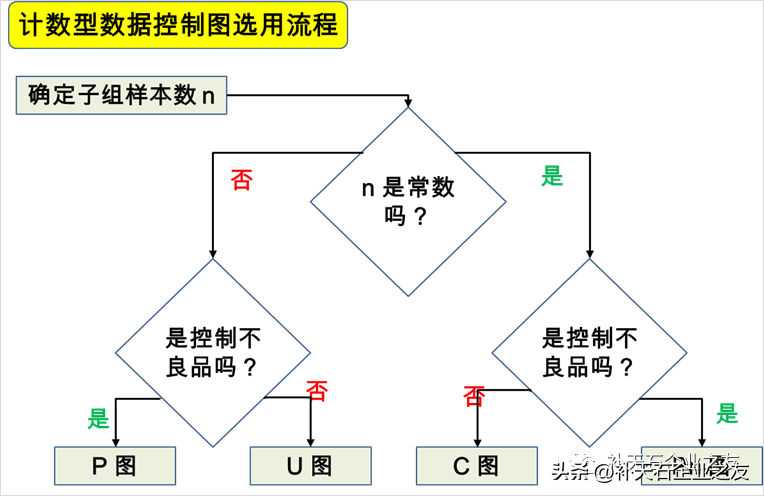
6.选择适当的控制图进行控制。
---针对控制对象的不同,选择适当的控制图;选用流程如下图
---制定控制图应用规范文件,明确:控制人员及其他人员职责;抽样频度;测量及计算方法;异常处理流程等;
---实施控制:抽样20组以上,
1.通过软件(如mintab\excel)将结果数据显示在控制图上,确认过程是否受控?如,不受控,需要进行改善,改善措施实施后,将改善后结果数据,通过软件(如mintab\excel)将结果数据显示在控制图上,确认改善与否?
2.结果描于控制图上;确认过程能力并做改善与否决策;
3.结果描于控制图上;定期抽样,描点,实施正常控制;
特别说明:确认过程能力(2)和过程是否正常(3)所使用的控制图,是过程受控状态(1改善到受控状态下)下控制图一致。
---实施有效性评估:依据实施效果进行评估,并根据评估结果进行改善!
六、控制图的绘制操作步骤因篇幅问题,在此以均值极差图为例
●选择有代表性的质量特性。确定的方法有:
---1.客户要求重点管控的关键特性(如重要特性SC)或对关键特性由决定性影响的因素;
---2.通过质量分析工具(如:柏拉图、因果图、DOE、QFD),确定的关键质量特新或对品质特性由显著影响的输入变量
●参照“控制图选用流程”选择控制图种类(识别特性数据属于计数或计量型后选择)
●确定采用何种软件编制控制图?如:mintab\excel等本文以excel为例
●编制表格,收集数据。按以下原则收集:
---1.选择样本原则:遵循随机抽取原则(必须包含罪行生产的产品作为样本).如,按照每个2小时抽取10个的原则,从2小时生产的产品中随机抽取
---2.子组容量确定:从经济性、抽样频率及准确度等因素综合考虑,计量型控制图的:子组容量在4~7
---3.子组数大小的确定:一般为≥25组
---4.抽样频率的确定:需要综合考虑经济性、过程稳定性、过程的特点来考虑。如:如果有三班,就必须包含所有班次;如有多个人操作,就必须包含所有操机的产品。总的来说:抽样频率越高,发现偶然原因的概率越高。
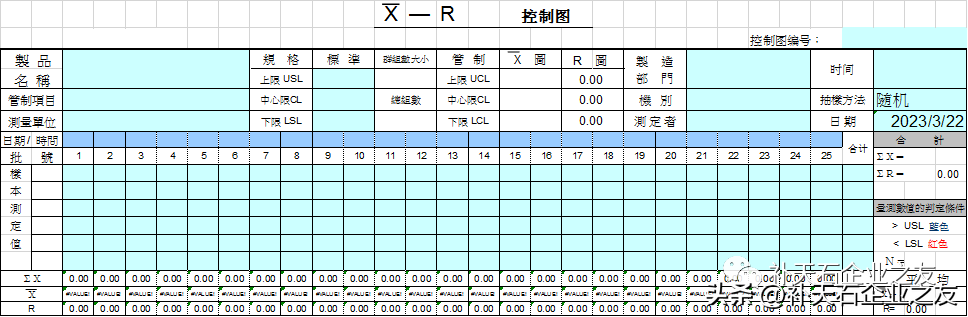
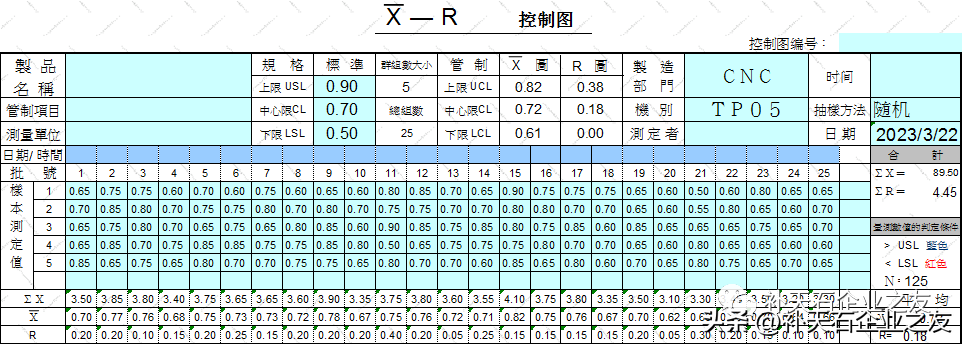
---5.编制数据表(如上图),必须包括制品名、规格(上下与中小值)、小组样本数、子组数、平均值与极差值的控制限(上下和中小,这个是依据样本数据计算的出)、部门、机器、测量人员姓名、操机人员、抽样方式、日期、样本抽样时间或批号等
---6.设定计算:平均值、极差值、控制限的公式;控制同时为了识别哪个数据超出规格值,设定一个“颜色突显”功能的公式,如上图中:>USL为为蓝色,<LSL的位红色。具体操作在excel工具栏中先全部选定所有样本单元格---选择“条件格式”---选择“突出显示单元格规则”进行相应设置。以下是在excel下的公式设定
①平均值=每个子组平均值之和除以子组数k如:
子组内平均值公式设定

=AVERAGE(选定子组内所有数据单元格)
总平均值公式:x--=AVERAGE(选定所有子组平均值的数据单元格)
②极差平均值=各子组的极差值之和除以子组数k.
子组极差值R=Xmax-Xmin.
公式设定R=MAX(选定子组内所有数据单元格)-MIN(选定子组内所有数据单元格)
总的极差平均值公式设定:

=AVERAGE(选定所有子组极差值数据单元格)
③平均值控制限的公式设定:控制中心线CL=x--
控制上限UCL=x--+A2×R-
公式设定SUM((总平均值单元格)+A2常数所在单元格或输入确定常数×(选定极差平均值单元格))
控制下限LCL=x---A2×R-公式设定SUM((总平均值单元格)-A2常数所在单元格或输入确定常数×(选定极差平均值单元格))
④极差控制限公式设定:中小线=R-
极差控制上限UCLR=D4×R-
公式设定SUM((选定D4所在单元格或输入确定常数)×(选择极差平均值单元格))
极差控制下限LCLR=D3×R-
公式设定SUM((选定D3所在单元格或输入确定常数)×(选择极差平均值单元格))
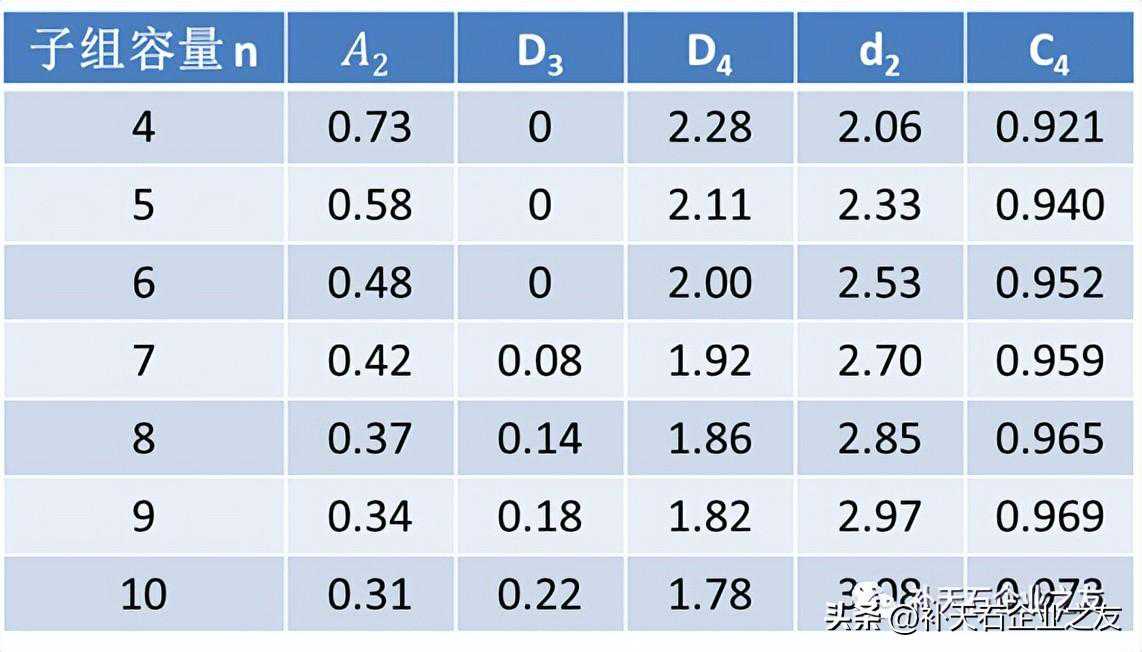
补充说明:A2D4D3为常数,从统计“数据常数表”中查询,可以网上查阅
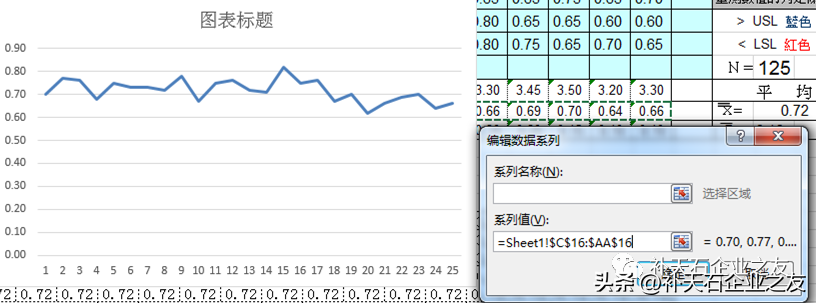
---7.收集并将数据填入表格中:如下图
●控制图制作:
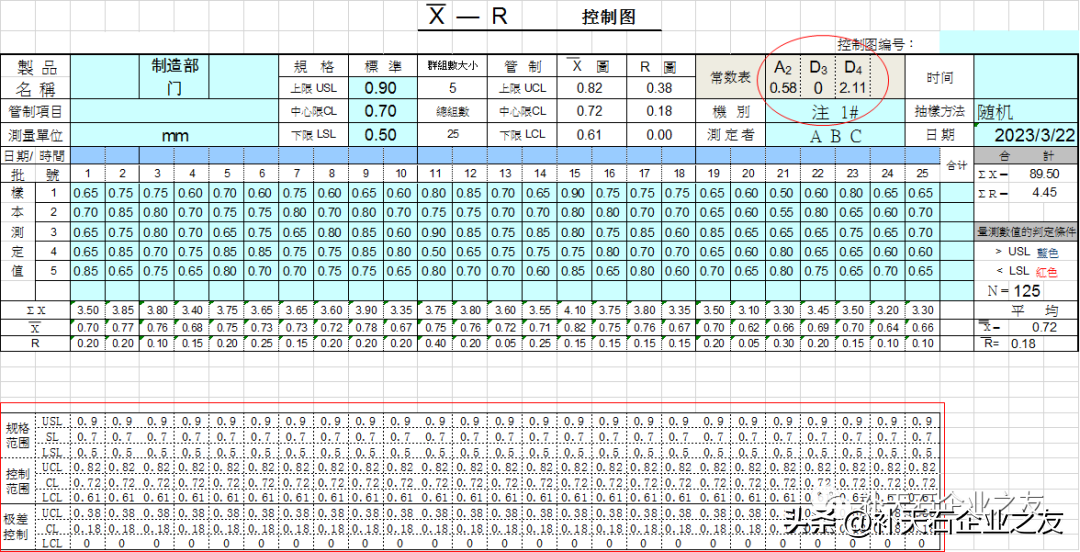
---数据整理,常数查阅和制图数据准备:依据“常数表”查阅A2D4D3为常数数值,填入表格中;在图表下面制作一个辅助数据表,内容是:均值数值的USL、SL、LSL、UCL、CL、LCL;和极差的UCL、CL、LCL.可以采用简单的复制粘贴功能实现,必须注意:辅助数据表必须与数据表的列数对应并保持一致。否则将导致制图时错位!如下图
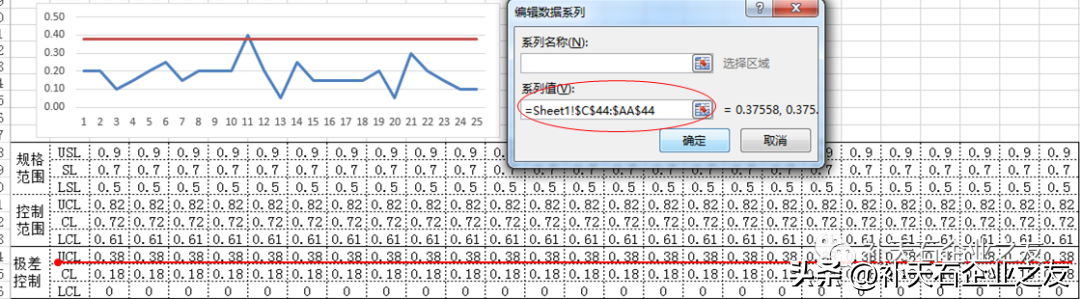
---均值控制图制作:
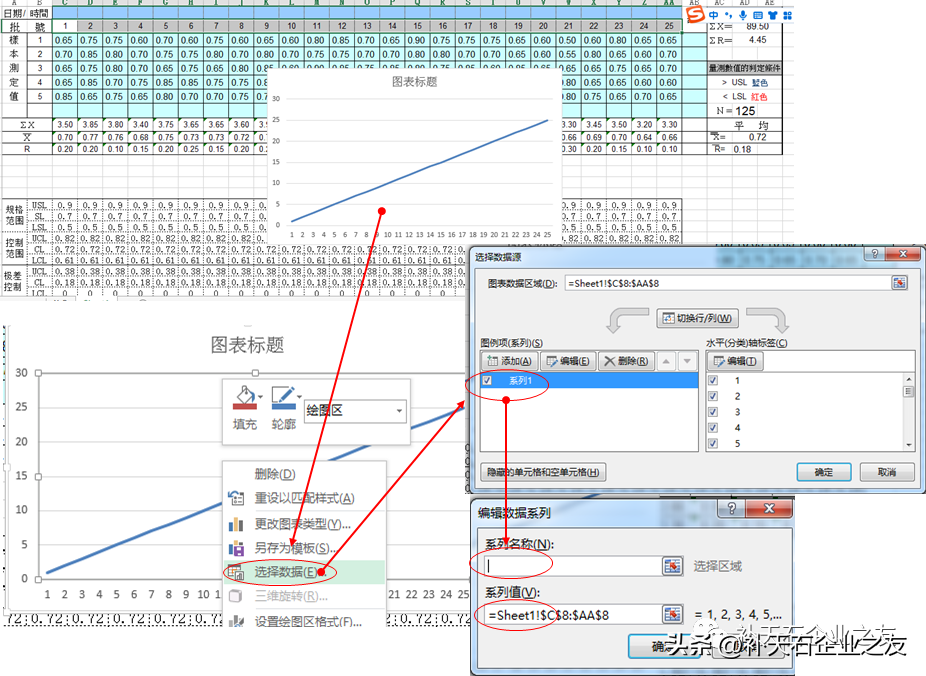
---2.选择“添加”----更改“系列值”内数据为辅助数据表中均值规格和控制数据中的USL内“所有数据单元区域”----确定
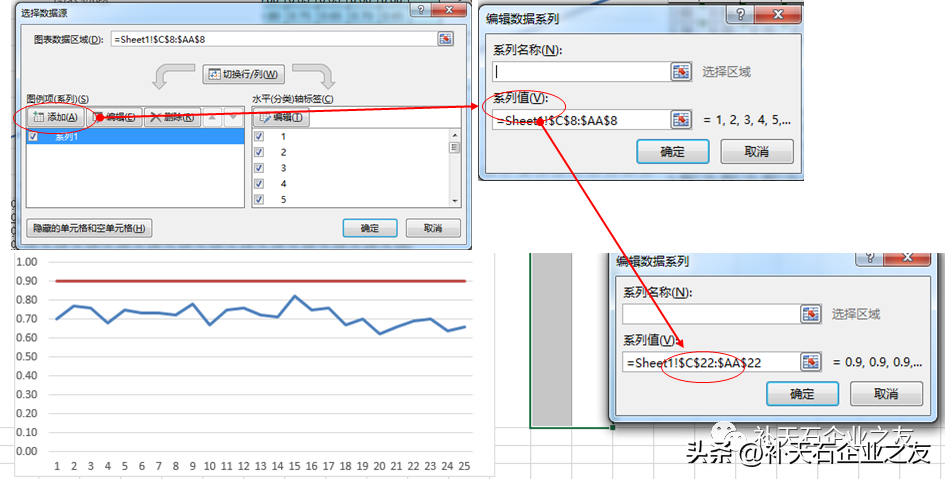
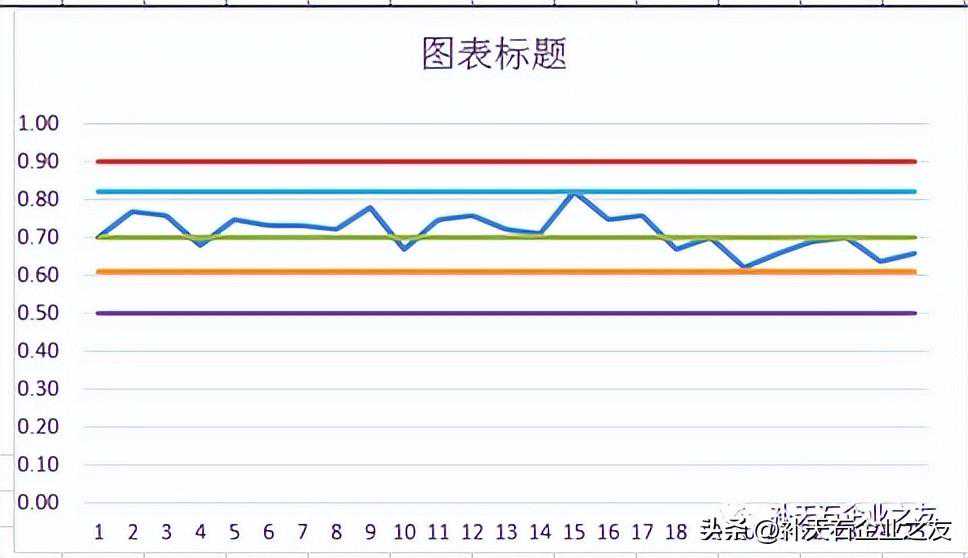
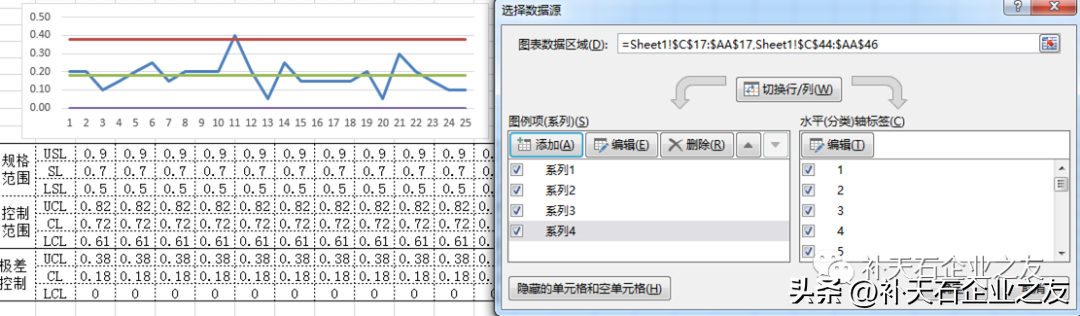
---3.按步骤2的方式,依次将辅助数据表中的:LSL、SL、UCL、LCL等进行添加,最终如下图例:
---极差控制图制作:
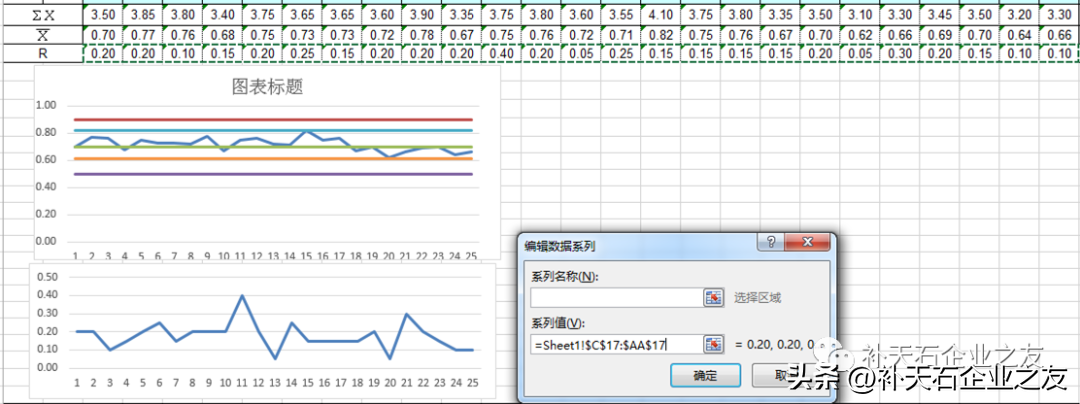
---2.选择“添加”----更改“系列值”内数据为辅助数据表内极差控制数据中的UCL内“所有数据单元区域”----确定
---3.按步骤2的方式,依次将辅助数据表内极差控制数据中的:CL、LCL等进行添加,最终如下图例:
---修正均值与极差控制图:
---1.图表宽幅调整,与数据表中的第一个和最后一个数据的单元格对齐
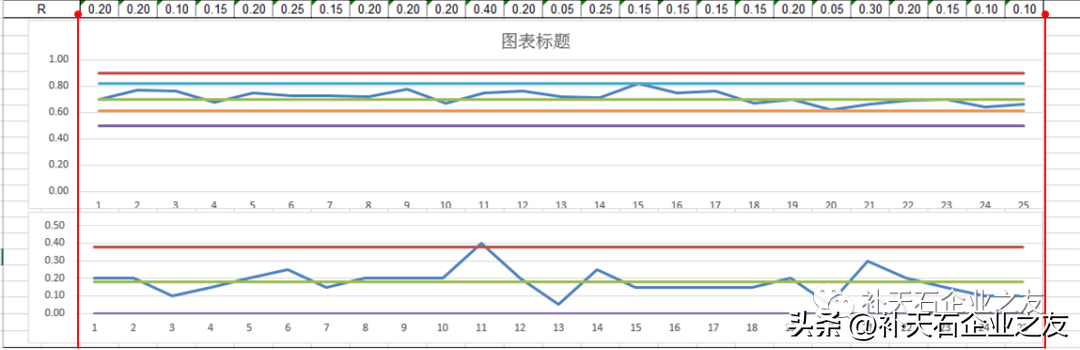
---2.调整均值控制图的高度,并删除“图表标题”
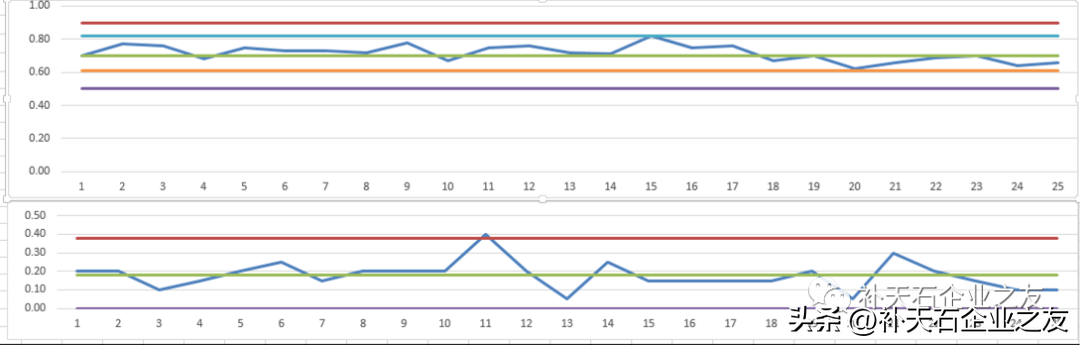
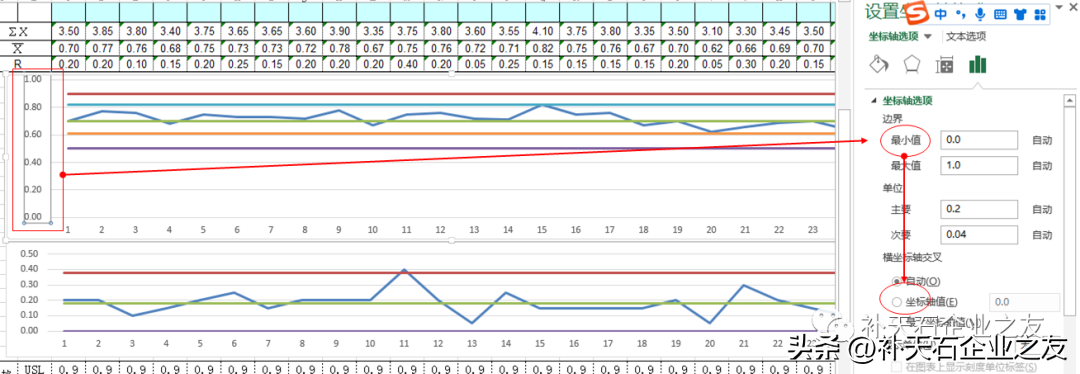
---3.调整纵坐标轴:在均值控制的纵轴区域内,双击鼠标左键----在右侧弹出的“设置图表区格式”----更改对话框中“最小值”为控制图表上接近最低端直线的数据----更改对话框中的“坐标轴值”与最小值等同。---关闭对话框
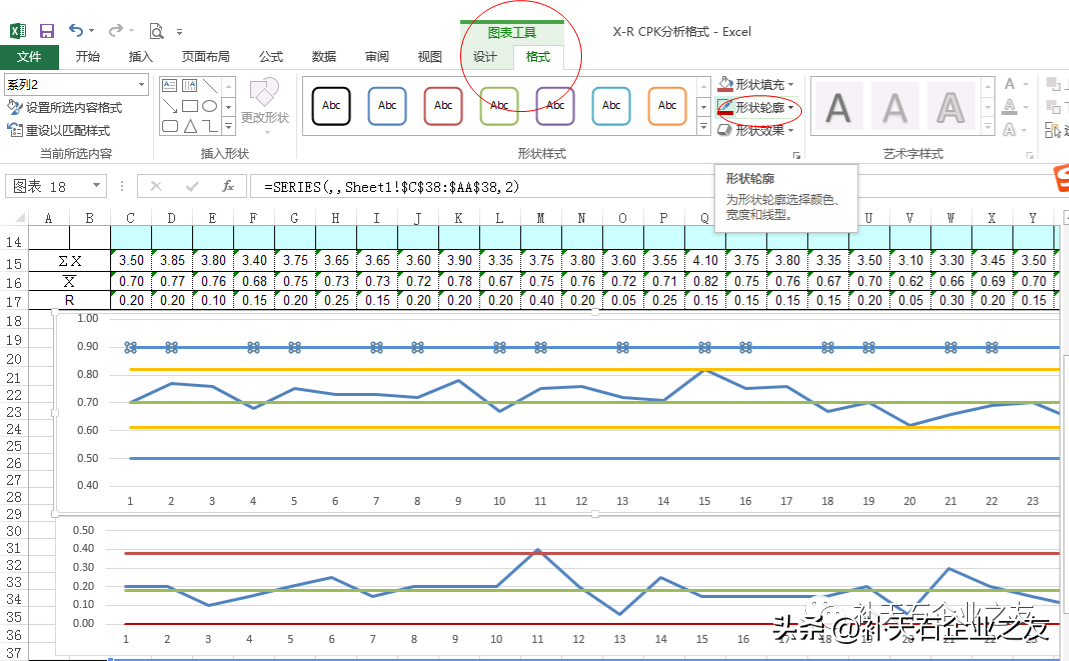
---4.将控制图中成对的直线颜色统一:选择需修改的直线----工具栏中“图表工具”----选择“形状轮廓”----选择需要的颜色。依次完成所有直线更改
●分析控制图:分析以确认过程是否存在特殊(偶发)变异原因
---极差或标准差图的分析及决策流程:目的是分析是否受控?
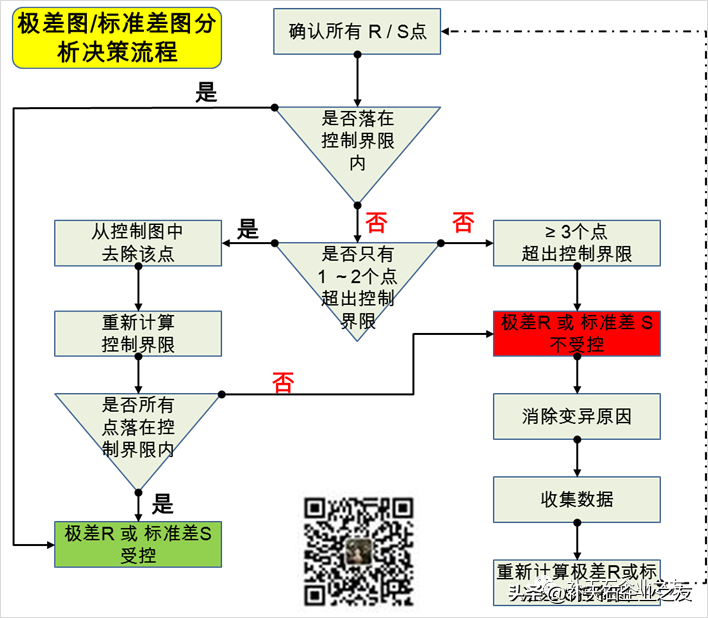
---极差R图分析:主要从超出控制界限和控制界限内的图形趋势分析,来区分引起过程异常的特殊原因(偶发)和普通原因(系统),以进行针对性改善!
---1.超出控制限(如下图)
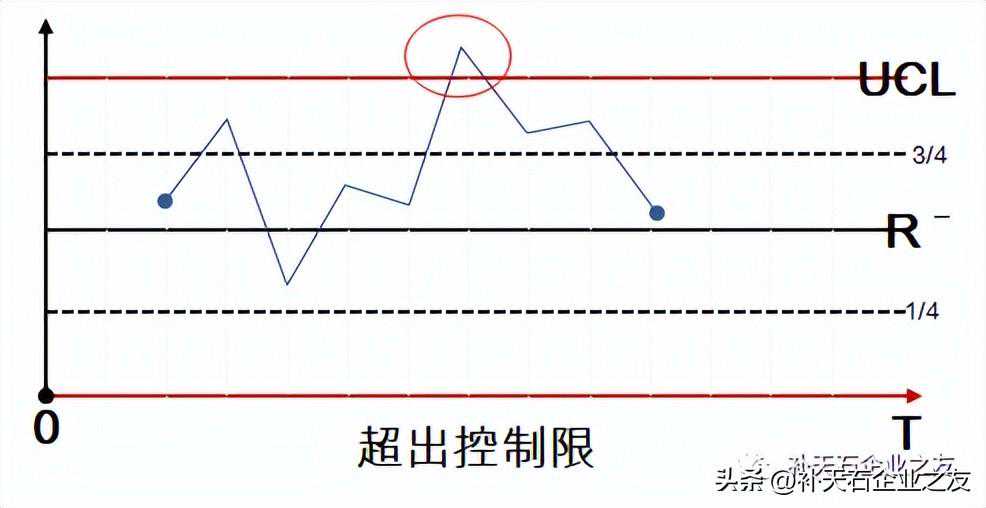
导致超出控制限的原因:①控制界限计算错误;②描点错误;测量系统变化;③测量系统分辨率不足(一般测量分辨率必须是公差带的1/10);④过程分布宽度变宽。①②③为过程人员疏漏或错误导致;④为特殊原因(偶发)原因。
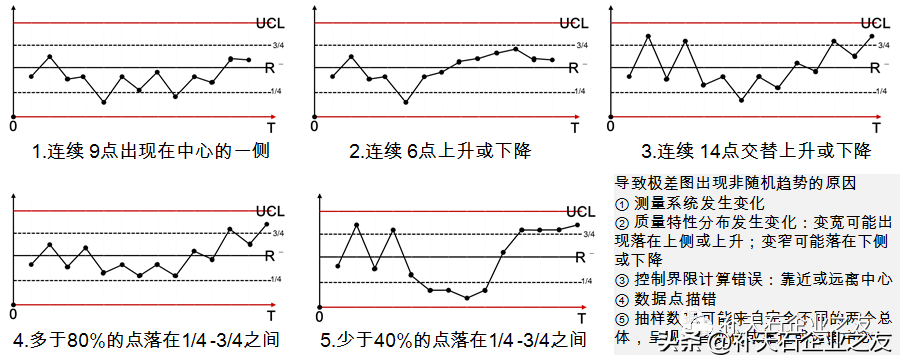
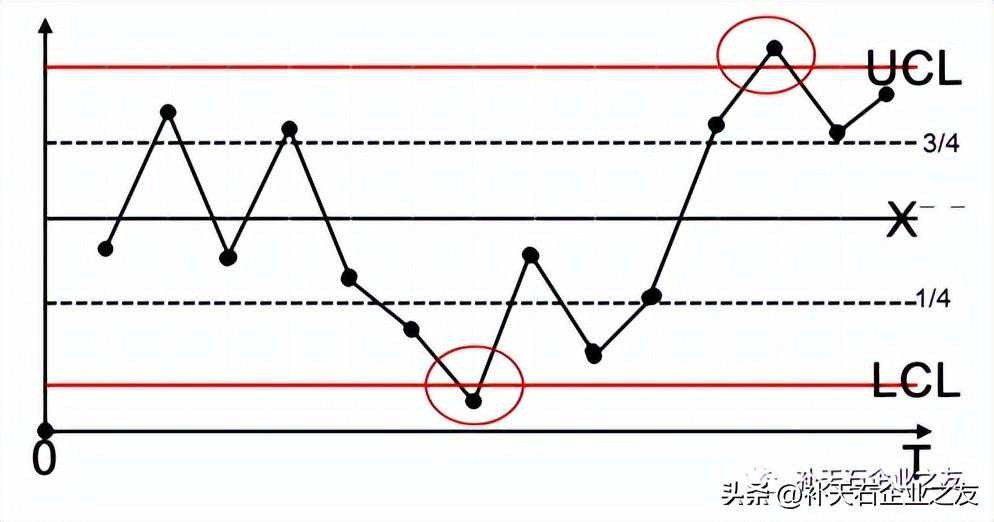
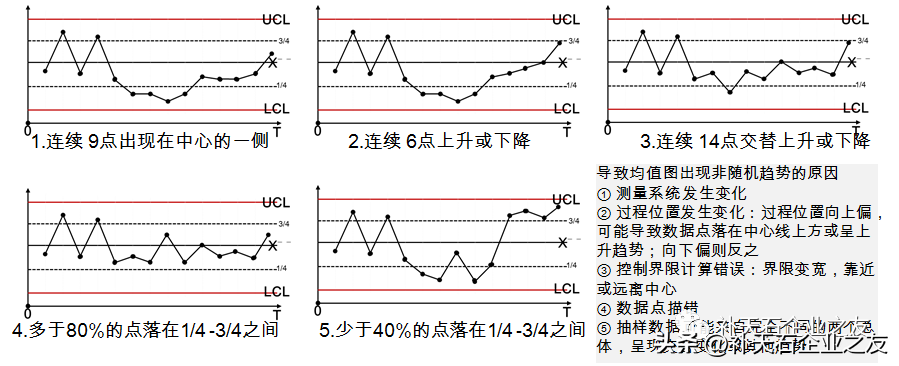
---2.控制界限内的图形趋势:
结合之前图例分析:

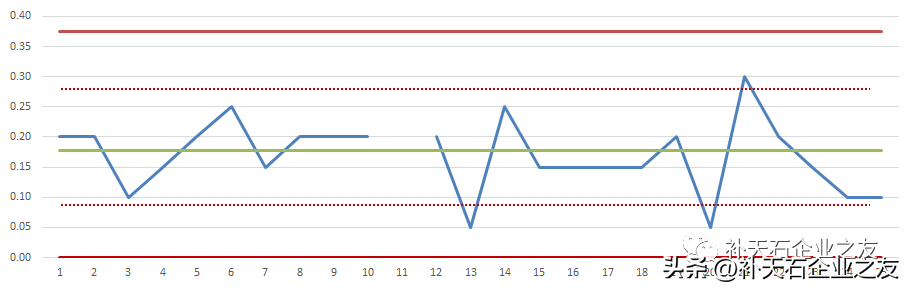
分析极差图是否受控?有一点超出控制线,需要去除后确认,以下为去除后极差图。结果:极差图受控!
分析极差图过程波动是否因存在特殊原因(偶发)和普通原因(系统)?
参考“极差图分析”的两种“超出控制界限和控制界限内图形趋势”,符合超出控制界限,对导致超出界限的原因进行排查,即可锁定原因!
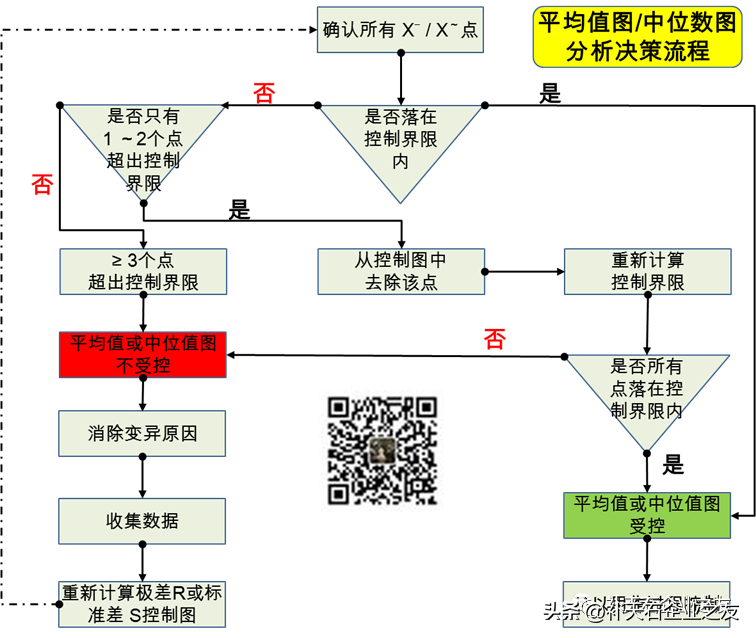
---平均值图或中位数图的分析决策流程:目的是分析是否受控?
---均值图分析:必须在极差R图分析并受控之后进行!主要从超出控制界限和控制界限内的图形趋势分析,来区分引起过程异常的特殊原因(偶发)和普通原因(系统),以进行针对性改善!如果R图受控,均值图不受控,说明过程中存在造成过程位置变异的特殊原因(偶发)!
---1.超出控制界限:
导致超出控制限的原因:①控制界限计算错误;②描点错误;测量系统变化;③测量系统发生变化;④过程发生变化。①②③为过程人员疏漏或错误导致;④为特殊原因(偶发)原因。
---2.控制界限内图形趋势分析:
结合之前图例进行分析:
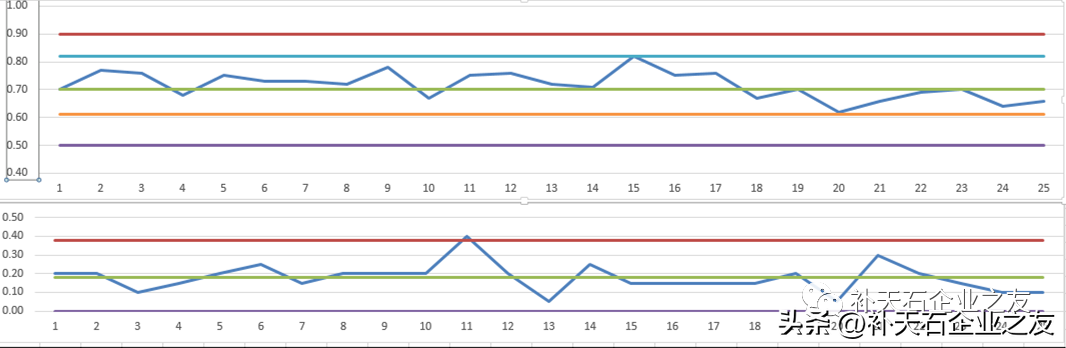
分析均值图是否受控?经过对极差图的分析,确定极差图是受控的!所以接下来可以参照“平均值图和中位数图分析决策流程”分析均值图是否受控?如下图,分析判断为受控!
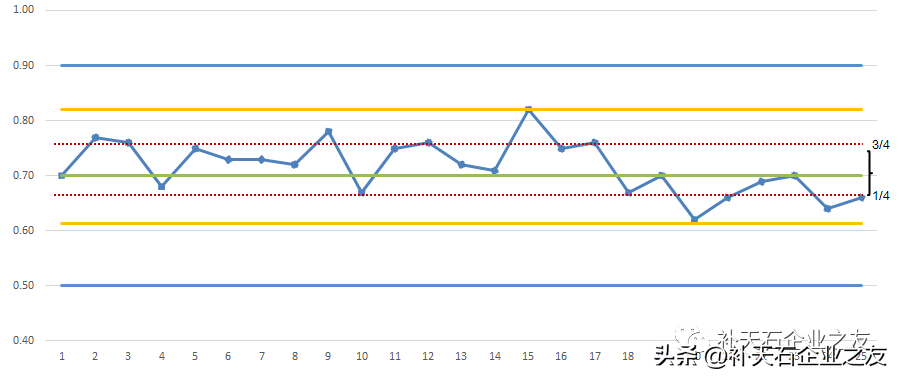
分析极差图过程波动是否因存在特殊原因(偶发)和普通原因(系统)?参考上图,没有超出控制界限的点;控制界限的图形趋势:没有变化趋势,呈随机分布,可以排除特殊原因!
·计算过程能力:过程能力反映的只是普通原因(系统)作用是过程满足要求的能力。必须在分析控制图并通过改善消除了过程变异的特殊原因后,才可以对过程能力进行计算!如果采取上图例,必须消除极差图中的超出界限的因素后才可以。为了展示需要,暂仍借用上图例进行!
---过程能力有关衡量指标:
---1.CP能力指数(也可称过程固有能力指数):不考虑过程偏移时,公差宽度除以过程固有变差的6σ范围。CP=(USL-LSL)/(6σR-/d2)σ在此处为过程固有偏差(不考虑过程波动σ=R-/d2d2为常数;
---2.PP性能指数(设备能力指数):不考虑过程偏移时,公差宽度除以过程总偏差(过程标准差)6σ范围。PP=(USL-LSL)/(6σs)σ在此处为过程总偏差

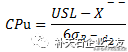
---3.CPu上限能力指数:为规格上界限与平均值之差除以过程固有偏差的3σ范围。

---4.CPL下限能力指数:为平均值与规格下限之差除以过程固有偏差的3σ范围。
---5.CPK是考虑过程偏移时的能力指数。为CPU和CPL之间的最小值。CPK=MIN(CPU,CPL)
---6.PPU为上限性能指数:为规格上界限与平均值之差除以过程固有偏差的3σ范围。
---7.PPL下限性能指数:为平均值与规格下限之差除以过程固有偏差的3σ范围。
---8.PPK是考虑过程偏移时的性能指数。为PPU和PPL之间的最小值。PPK=MIN(PPU,PPL)
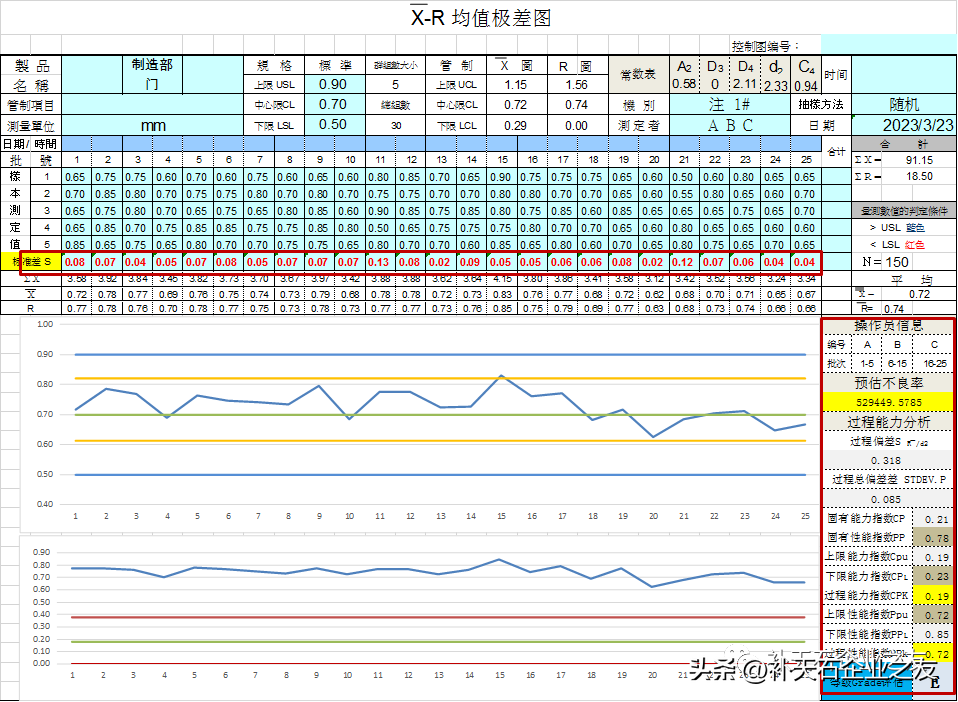
参考过程能力衡量指标,结合之前案例,建议在表格的右侧展示“过程能力”和“预估不良率”.具体见上图。
·过程改善:针对控制图分析,对找出的偶发(特殊)原因采取措施分析,建议在表单的下面增加:原因和改善措施,以及实施计划和效果。
七、注意事项:
1.过程发生变化时,需要重新计算控制界限:工序调整、作业方法或作业步骤调整、新的设备、过程失控、对普通(系统)原因进行改善后等情况
2.如发现了超越管理界限的异常现象,就必须努力追究原因,采取对策。

免责声明:本文章如果文章侵权,请联系我们处理,本站仅提供信息存储空间服务如因作品内容、版权和其他问题请于本站联系